基于DSP的高精度伺服位置环设计方案

机床是装备制造业的母机,也是装备制造业的引擎。我国“十一五”发展规划明确规定:国产数控机床国内市场占有率要达到60%,高端产品与国际先进水平的差距缩小到5年以内。
本文引用地址://www.cazqn.com/article/267219.htm作为数控机床的重要功能部件,永磁同步电机伺服驱动装置是数控机床向高速度、高精度、高效率迈进的关键基础技术之一。随着新的微处理器、电力电子技术和传感器技术在伺服驱动装置的应用,伺服驱动器的性能获得极大的提高。如日本的安川公司利用新的微处理器,以及通过扩充新的控制算法,速度频率响应提高到了1.6kHz,具有自动测定机械特性,设置所需要的伺服增益功能,实现了“在线自动调整功能”;发那科公司的新一代驱动器则采用了1600万/转的高分辨率的编码器,高精度电流检测,实现了高速、高精度的伺服HRV(高响应向量)控制算法,伺服电机的最大控制电流减少50%,并减少电机发热17%,使得伺服驱动装置可以获得更高的刚性和过载能力。国内在高性能伺服驱动技术方面,与国外名牌企业仍存在较大的差距,已成为制约我国发展中高档数控系统产业的“瓶颈”问题。
针对旧产品的信号处理时间长,电流与位置信号检测精度低的不足,本系统以TMS320F2812 DSP为控制器,缩短了信号处理时间且提高电流采样精度;位置检测用多摩川的TS5667N120 17位绝对式编码器以提高了位置检测精度。系统在数控加工中心的应用中,具有定位无超调、高刚性、高速度稳定性,达到了设计指标,可以满足微米级加工精度的要求。
系统硬件设计
系统硬件以 TMS320F2812DSP控制器、三菱公司的IPM功率模块、多摩川公司的TS5667N120 17位绝对式编码器为主要功能部件,硬件系统框图如图1所示。
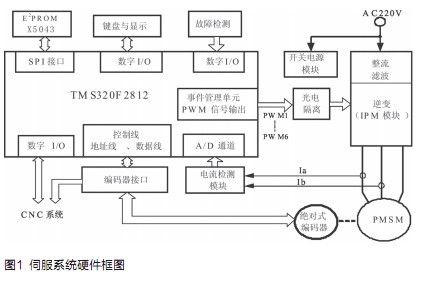
图1中TMS320F2812 DSP为控制核心,接收来自CNC、编码器接口、电流检测模块和故障信号处理模块的信息,完成对永磁同步电机控制和故障处理。光电隔离模块作为电子电路与功率主电路的接口,将DSP发出的SVPWM信号送入IPM模块,完成DC/AC逆变,驱动电动机旋转。编码器接口将绝对式编码器所记录的永磁同步电动机的磁极位置、电动机转向和编码器报警等信息送往DSP,同时将永磁同步电动机的位置信息送往CNC。电机相电流经电流检测模块量测、滤波、幅度变换、零位偏移、限幅,转化为0~3V的电压信号送入DSP的A/D引脚。功率主电路的过压、欠压、短路、电源掉电和IPM故障等信号经故障检测模块检测与处理后,送入DSP的I/O端口。键盘与显示模块是控制器的人机接口,用以完成控制参数的输入,运行状态与运行参数显示。存储器模块用以存储控制参数与系统故障信息。

伺服电机相关文章:伺服电机工作原理



评论