“看透”工业生产,机器视觉让制造更精准

机器视觉其实是一种通过计算机和数字图像处理技术(即图像摄取装置,分 CMOS 和CCD 两种),实现对物体、场景等视觉信息的自动识别、分析和处理的技术。它利用计算机处理图像、视频等数据,实现对物体形状、颜色、纹理、位置、运动等特征的提取和分析,将被摄取目标转换成图像信号,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而实现对物体的识别、分类、跟踪、测量、检测等任务。
本文引用地址://www.cazqn.com/article/202405/458775.htm刚才提到了图像处理技术,目前的图像处理的主流技术可以包括以下几种。
数字图像处理,这是机器视觉的基础,涉及到对图像的数字化采集、编码、传输、储存和恢复等环节。数字图像处理可以对图像进行多种操作,如调整图像亮度、对比度和色彩平衡,滤波去噪,边缘检测,二值化处理等,从而优化图像质量,提取出更准确的信息。
图像分析,这是机器视觉技术中重要的一环,包括对图像的形状、颜色、纹理等特征的分析,以及这些特征的提取和识别。图像分析技术可以帮助机器理解图像的内容,为后续的决策提供依据。
图像理解,这是机器视觉的高级阶段,通过图像分析提取的特征,结合深度学习等技术,使机器能够理解图像中的实际内容。例如,通过深度学习算法训练的模型,可以识别出图像中的人、物体、场景等。
模式识别,模式识别是图像处理的重要分支之一,主要通过对输入数据的特征进行分析和处理,来识别或分类数据。在图像处理中,模式识别可以用于识别图像中的各种模式,如人脸、手势、文字等。
计算机视觉,计算机视觉是机器视觉的一个重要分支,主要研究如何让计算机通过图像或视频等视觉信息,理解和解释现实世界中的场景和物体。计算机视觉的应用非常广泛,包括安防监控、智能驾驶、医疗诊断等多个领域。
这些技术相互关联,形成一个完整的机器视觉系统。随着科技的不断发展,这些主流技术也在不断进步和完善,为更多的应用场景提供支持。
随着工业自动化和智能化的发展,机器视觉技术日益成熟,被广泛应用在工业制造领域。随着未来工业生产的持续推进和变革,机器视觉技术将成为关键的驱动力。机器视觉技术的应用广泛、发展趋势良好、优势明显,其在未来必将为工业生产带来的更新及变革。
在工业测量领域,机器视觉技术的应用主要涉及轮廓、形状、表面形貌、尺寸等方面。它通常用于生产线上的尺寸和位置的检测,产品质量检验等方面。如在铸造、钣金加工、汽车制造、航空制造、电子制造等领域中应用广泛。利用机器视觉技术对零件进行测量,可以大大提高零件的检测速度和精度,从而为生产线提高效率,降低生产成本,提供了有力的支持,机器视觉的四大应用包括以下领域:
在工业自动化方面,机器视觉技术可以用于工业生产线上的自动化生产,例如对产品的自动检测、分类和包装等。通过机器视觉技术,可以使得工业生产线上的工作效率和质量得到提高。
现在的工业生产已经逐渐由机器人接手,多关节机械手或多自由度机器人,它们代替工业生产中的体力劳动,进行单调、频繁、长时间的作业,或在危险、危险的环境中作业。恶劣的环境,如冲压、压铸、热处理、焊接、涂装、塑料制品成型、机械加工和简单装配等工序,是现代工厂自动化水平的重要标志。
通过HALCON 3D视觉实现机器人与机器视觉软件实现完美交互
更高分辨率、更大带宽的图像传感器正在撬动工业机器视觉市场
在现代汽车零配件生产中,机器视觉技术起到了关键的支持作用,它几乎涵盖了从基础材料检测到成品装配的各个环节。针对轮胎制造,机器视觉系统能够细致入微地对胎面花纹进行完整度检测,及时发现轮胎壁面的损伤迹象,确保轮胎出厂品质;同时,对于复杂的车身冲压件,机器视觉可在实时生产过程中精确监控焊接部位,有效识别潜在的裂缝、焊渣以及焊缝的均匀性问题,从而提前预防安全隐患。
此外,机器视觉还应用于汽车组件的识别与精确定位装配,确保零配件的正确匹配与高效组装。在新能源汽车产业中,锂离子电池隔膜的涂布表面缺陷检测也依靠机器视觉完成,确保电池核心部件的质量稳定性。安全带表面的微小瑕疵以及安全气囊织物缝合处的严密性,同样可通过机器视觉进行严格检验,确保车辆被动安全系统的可靠性。
安森美与英伟达合作,将Hyperlux传感器引入NVIDIA DRIVE平台,提升自动驾驶汽车的机器视觉性能
并且随着科技的发展,人们对电子产品交互体验的要求越来越高。触摸屏作为新一代电子产品输入设备,正逐渐成为平板电脑、手机、电子书、GPS、游戏机等设备的新宠。触摸屏的生产流程复杂,从上游的ITO玻璃镀膜、光刻、IC元件加工,到中游的触摸屏模组贴合、丝印、切割,再到下游的触摸屏模组贴合、盖玻片检测,都提出了更高的要求在工艺上,使机器视觉技术成为生产和质量检测相关环节的必备技术。
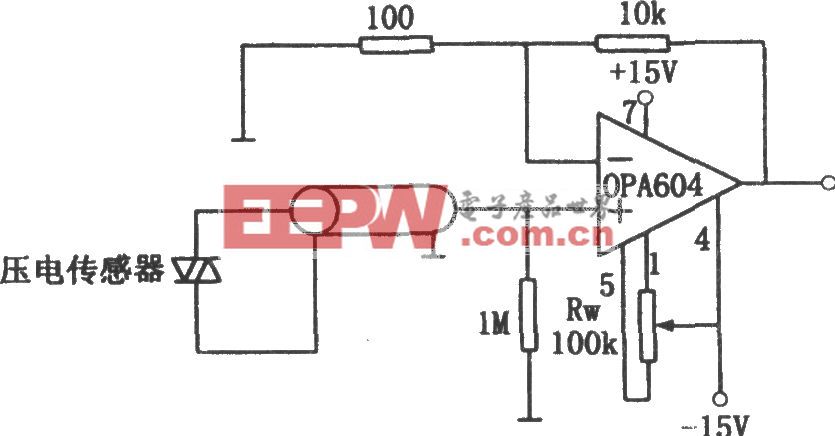
视觉传感器是整个机器视觉体系运作的直接来源,每个整体主要由一到两个图形传感器组成,除此之外还要搭配光投射器及其它一些设备进行配合。视觉传感器的主要功用是获取满足的机器视觉体系要处理的最原始图像。图像传感器能够运用激光扫描器、线阵和面阵CCD相机或TV摄像机,也可以是最新型号的数字相机等。
视觉传感器必须具备从一个整体图像中捕获大量光线及点阵像素的能力,图像的清晰和细腻程度常用分辨率来衡量,该能力通常用捕获像素的数量来体现,有些公司的传感器能够捕获130万像素,因而,不论距离的长短,传感器都可捕捉大量清晰的画面来转换成数据进行运作。
视觉传感器的成本较低,目前以大量投入使用,在嵌入式MCU或机器人以及安全检测中被大量使用,并且很多产品因为具有高可靠性,甚至又不需要进行前期的测验就可拿来使用,这也证明了视觉传感器具有很高的兼容性及通用性。
机器视觉还具备相应的学习能力,结合AI的大模型进行云端学习或本地学习,因此可在不断工作中提高检测或生产的效率。
机器视觉在工业领域中的有很多应用价值,首先是提高生产效率,机器视觉技术能够自动化地对生产线上的产品进行检测、分类和识别等操作,从而减少了人工干预和错误率。同时,通过实时数据分析和预测性维护,可以提高设备的可靠性和维护效率,降低停机时间。
其次可提升产品质量,机器视觉技术可以对产品进行高精度的检测和识别,从而保证产品质量和一致性。通过机器视觉技术,可以实现自动化生产线上的快速反馈和调整,及时发现并解决问题,提高产品质量和客户满意度。
工厂在生产中成本时需要考虑的,上文提到视觉传感器的成本较低,因而机器视觉技术可以降低生产成本和人力资源的浪费。通过自动化和智能化的生产方式,可以减少人工干预和错误率,降低次品率和废品率,提高材料的利用率和能源的效率,从而实现成本优化和可持续生产。
机器视觉技术在制造业中的广泛应用,使得其成为推进制造业全方位智能化的重要手段之一。机器视觉技术在汽车制造、电子制造和医疗器械制造等多个领域中,已经成为了智能化制造的标配。




评论