分布式控制系统在液态加氢站中应用
 加入技术交流群
加入技术交流群

扫码加入
和技术大咖面对面交流
海量资料库查询

氢能具有来源广泛、清洁环保、循环利用等一系列优点,得到了科研机构、政府和企业的高度关注。随着氢燃料电池车的快速发展,配套的氢能基础设施——加氢站,也在全球范围快速增加,为氢能燃料电池等氢能利用设备设施提供能源补给的基础设施,是氢能燃料电池汽车推广应用、加快发展氢能产业的前置条件。本文结合液态储氢加氢系统模式提出设计一套分布式控制系统,实现工艺系统状态监测、数据记录和查询、故障诊断报警、无人值守及云端互联等功能,从而满足液态加氢站功能建设需求。
本文引用地址://www.cazqn.com/article/202302/443741.htm本项目实现了如下技术指标。
1)加氢供气系统的稳压、稳流自动控制功能,达到安全加氢速率要求,保证系统安全稳定运行。
2)加氢供气系统的分布式控制技术,实现自动控制,待出现异常后,迅速作出处理,达到无人值守功能。
3)加氢供气系统的智慧互联功能,具备多网络通信接口技术,实现云平台数据监控,提高系统可靠性和安全性。
1 系统组成及技术原理
1.1 系统组成
分布式控制系统(Distributed Control System,DCS)应用于液态储氢加氢系统具有重要意义,分布式控制系统主要包括:信息管理系统、站控系统、安全监控系统、高压存储系统、增压汽化输送系统、加氢设备系统等组成,其中信息管理系统主要包括数据服务器和网络交换机等,用于实现远程监控站内设备状态和数据参数记录功能;站控系统主要包括工程师站和站控PLC控制设备,用于实现整站工艺设备的监控运行、加氢过程的控制和设备报警处理等功能,实时查看各系统状态,进行相应的远程操作;安全监控系统主要包括监控主机、防爆摄像头和氢浓度检测仪表等,用于实时监测现场工艺设备运行状态,确保现场设备安全稳定运行,出现异常状态时,氢浓度检测仪表具备故障报警功能;高压存储系统主要包括高压储氢气瓶等,用于储存供氢气源;增压汽化输送系统主要包括液氢泵增压设备和汽化设备,用于实现高压液氢和增压供气等功能;加氢设备系统主要包括加氢机设备,用于给氢燃料汽车加氢供气。系统原理框图如图1 所示。

其中信息管理系统主要用于液态加氢站现场工艺设备状态监控、数据参数存储和数据分析等,工艺设备状态参数通过光纤网络从站控系统传输到数据服务器,数据服务器用于实现数据实时记录和实时存储功能;站控系统的工程师站用于实现加氢操作员的控制指令和接收设备状态指令,实现加氢系统控制功能;站控PLC 控制系统用于执行加氢操作员指令,实现加氢系统相应功能;高压存储系统用于提供加氢系统所需要的氢气气源,通过PLC 控制系统液氢泵增压控制,满足氢燃料电池汽车所需的气源;增压汽化输送系统用于实现氢气系统的增压,通过PLC 控制系统实现液氢泵快速系统增压,向储氢气瓶充气;加氢机系统主要通过冗余光纤网络实现加氢控制系统对加氢机设备供气压力、流量的控制;站控系统为关键核心设备,根据工艺系统需求设计相应功能,该系统采用分布式控制技术,实现远距离、高精度对加氢设备的控制。
1.2 技术原理
分布式控制系统采用并联冗余模式设计,具体包括冗余机架、冗余控制器、冗余电源、冗余交换机网络及冗余信号模块来实现加氢供气系统,保证设备可靠稳定工作,控制系统全部采用数字式仪表、电动阀、电控减压器、调节阀等智能元件完成远程控制及远程调压技术,其中站控系采用压力闭环控制方法,实现加氢系统稳压调节等功能,保证加氢系统的稳定加气和精确控制。
加氢系统的控制算法通过比例、积分、微分,实现快速、高效的控制,改善系统的动态性能,针对加氢供气系统需求设定加氢压力值,其偏差来控制电控减压器的动作,以调节减压阀进气量和排气量,从而达到精确控制减压器供气压力目的,加氢系统供气压力的设定、传感器的采样都传递到DCS 控制器中,用PID 控制算法实现对压力的闭环控制。具体算法如式(1):

式中u(kT)为控制输出量;e(kT)为第 k次采样所获得的偏差信号;k为采样序号;T为采样周期;Kp为比例系数;Ki为积分系数;Kd为微分系数。根据被控对象数值不同,对Kp、Ki和Kd系数进行调整,实现PID控制的最优输出。
2 系统总体方案
2.1 系统需求
系统需满足无人值守功能,实现液态储氢加氢设备的远距离控制与高速采集,对加氢供气压力精度要求0.5%,实现加气系统的稳压、稳流等调节功能,系统需求实现远程控制、数据监测及报表、故障诊断及无人值守功能,满足关键设备冗余,支持扩展等特点。站控系统完成对工艺系统的控制及传感器设备的采集,其中执行结构主要包括气动阀、电磁阀、泵电机等设备,传感器主要包压力传感器、温度传感器、流量计、氢浓度传感器等,系统总体所需的参数如下表1 所示、传感器统计如表2 所示。

图2 系统主站布局图

测量传感器设备均采用二线制4~20 mA 信号传输方式,具有传输距离远、衰减小、抗干扰能力强等优点,为延长采集卡使用寿命,需要完成对传感器的二线制配电,对每一个测量通道都配有信号隔离器。
2.2 硬件设计方案
分布式控制系统采用并行冗余模式,控制层采用工程师站和操作员站,互为主备机,其中控制器CPU 采用冗余架构,主站机架采用冗余控制模式互为备份,机架上使用国产中控控制器GCU521、冗余同步光纤网络模块、冗余供电电源模块以及数字I/O 模块;现场层主要为冗余控制器从站和仪控系统,其中冗余控制器从站包括冗余的远程通信卡COM523 及冗余的数字I/O 模块,分别用于传感器采集和阀门控制,仪控系统包括传感器、流量计、电磁阀和电动减压阀等,用于工艺系统状态监测及状态控制等。网络层、控制层和现场层都通过冗余的光纤网络交换机实现设备连接,从而达到远程监测和控制功能,系统主站柜内布局和系统从站柜内布局如图2和图3所示。

图3 系统从站布局图
控制系统采用冗余GCU521控制器, 扫描周期从10 ms~5 s可选,支持多任务并行调度,采用冗余COM523 通信卡, 具有多种通信总线协议如OPC、TCP/IP、Modbus 等,符合系统功能要求。系统采用罗斯蒙特8800DD 质量流量计,该流量计具有双路冗余输出功能,信号为电流4~20 mA,传输距离远,抗干扰能力强,精度可达到0.5%,该设备结构简单,维护方便,满足加氢供气系统要求。
安全监控系统主要包括视频监控模块和氢安全监测模块,用于对站内系统关键位置进行实时监控,其中视频系统具有视频的存储和回放功能,可用于工艺系统的状态分析和确认,防爆摄像头6 台,用于观察液氢存储设备、液氢泵增压设备、高压存储设备、排放设备及加氢设备等工作状态,保证现场安全稳定工作。氢安全监测模块主要包括氢浓度传感器、火焰探测器,浓度传感器输出信号为4~20mA 电流信号,系统接入主控系统采集卡,由主控系统进行相应的浓度显示,浓度超过1%进行浓度报警,浓度超多4% 则进行安全连锁功能,火焰探测器为红外探测传感器输出信号为开关量,当现场有火焰或高温异常状态时,输出报警信号进行相应的安全连锁功能。
2.3 软件设计方案
控制系统软件平台为VxSCADA 控制软件和GCSContrix 编程软件,编程软件采用算法块封装,基于数据驱动、事件触发的分布式算法调度技术,集逻辑控制、运动控制与过程控制为一体,支持图形化编程、文本编辑及多种语言混合编程的集成开发环境,支持控制算法的离线、在线调试,提高软件平台的编程效率,系统通过软件平台实现主站、从站设备和工艺系统的仪控设备完成设备状态自检、自动控制、故障诊断及无人值守等功能。系统软件工作流程如图4 所示。

DCS 控制器根据PID 控制算法将给定的设定值和传感器反馈的值比校,利用其偏差值来控制阀门开关,如果设定值和反馈值一致,则控制器将生成零点误差。如果设定值和反馈值不一致,则控制器将生成误差值δ ,并发送输出至控制器以修正误差。当压差较大或较小时,直接打开电磁阀或进气电磁阀,来缩小调节时间;当压差小于某一值后,采用PID 控制算法,以使系统快速达到目标要求,该模式控制精度高、响应速度快,可实现远距离控制功能。

图5 系统软件设计图
2.3.1 一键自检功能
控制系统启动一键自检后,对加氢系统进入自检状态,先对安全监控系统、高压存储系统、增压汽化输送系统、加氢设备系统的设备阀门、减压器、压力传感器、温度传感器及流量计状态进行自检,检查是否工作正常,待各设备状态合格后,再对系统工艺设备气密状态进行逐段检查,各系统状态都正常合格后,系统状态自检结束。
2.3.2 手/自动供气功能
控制系统选择供气模式包括自动供气和手动供气两种模式,若选择自动供气模式读取已设定好的计划表,生成控制指令,执行自动供气功能;若选择手动供气模式时,根据加气系统供应范围,操作人员在参数界面输入供气系统压力值、流量值,生成控制指令,工艺系统依次执行增压汽化系统、高压存储系统、加氢供气系统等,加氢供气系统开始加氢,各设备状态数据被上传到工程师站实时显示数据状态和存储数据。系统加氢完后,系统根据指令依次关闭电磁阀、电动调节阀及电动减压器,电控设备恢复到初始状态。具体系统工艺软件如图6所示。


图6 系统工艺软件原理图
2.3.3 故障诊断功能
控制系统通过组态编程软件完成加氢供气系统功能,实现数据报表记录、故障诊断以及安全连锁等功能,控制系统工作过程中,若加气系统的压力、温度、流量超出设定要求范围、电动阀未开到位或未关到位、电控减压器设定的出口压力超出误差范围以及管路出现大流量泄漏时,系统软件界面自动发出报警信号并弹出相应信息框提示,同时加氢供气系统停止加氢工作,保证工艺系统稳定工作。系统软件故障诊断效果图如图7所示。

图7 系统故障诊断效果图
2.3.4 无人值守功能
控制系统具有无人值守功能,需具备待机状态及人员撤离后,能在人工模式和自动模式两种模式间进行远程切换,根据设定好自动加气的压力值、流量值等,系统进行自动切换开始加注,调压供气以及自动排放等功能,完成无人值守,提高系统网络化、自动化、智能化控制功能。
3 系统应用验证情况
3.1 增压汽化验证
根据液态储氢加氢系统先增压后汽化的特点,进行了以液氢介质设备试验,过程顺利、参数稳定,通过耐压和耐低温试验,完成整个汽化过程。其中液氢增压泵系统采用国产自主可控系统,通过分布式控制技术,实现对变频器远程调节泵增压功能,变频器采用海利普HLP-A100 变频设备,功率为75 kW,系统通过本地点动触摸屏按钮或通过以太网总线远程上位机SCADA 界面启停增压泵设备,实现对液氢增压泵系统自动启停功能。系统软件工艺界面如图8 和图9 所示。

图8 增压系统远控工艺图

图9 增压系统本地工艺图
其中变频调速公式:
![]()
式中,n 为电机转速(r/min);f 为电动机频率(Hz);s 为转差率(%);p 为电动机磁极对数。
液氢泵增压汽化系统,在不同工况下泵出口压力随时间变化数据曲线,由泵入口处压力传感器测得进液压力数据,并对泵进液过冷度进行评估,经过数据分析,进液过冷度在1.5 K 以上。试验数据如表3 所示。
表3 压力试验数据

系统完成对液氢泵增压汽化试验,实现最大增压压力达到50.6 MPa,液氢泵系统无明显泄漏、过度震动和损伤,能够正常运行,增压汽化压力满足加氢要求。
3.2 加氢供气验证
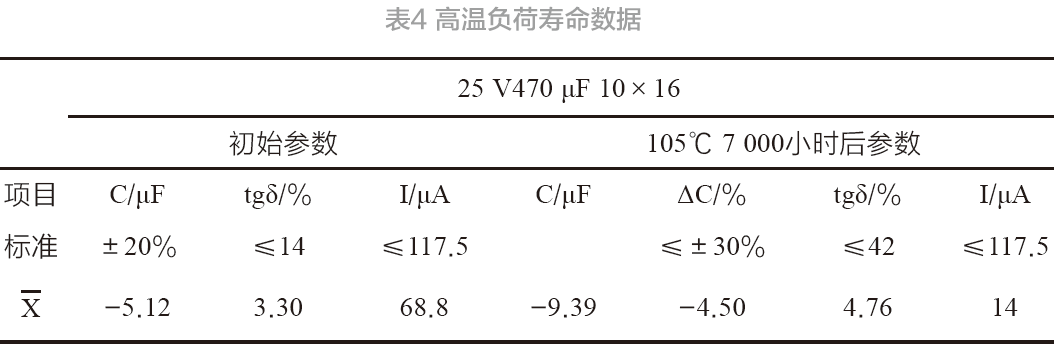
加氢设备系统具备加氢量的计量、显示,支持与站控系统以太网通信,实现对加氢设备远程控制功能,具备多参数采集、显示、查询等功能,该站运营如图10所示,其中对加氢机进行了双枪加氢功能试验,具体试验数据如表4 所示。


图10 加氢站运营图
4 结束语
液氢在未来能源及工业领域应用前景巨大,目前国内政府部门、科研院所大力支持发展液氢生产和储运技术。本文充分发挥技术优势,解决多项关键技术,实现液氢增压汽化、加氢控制的分布式技术以及无人值守供气等多项功能,该项技术达到了国内先进技术水平。具体得出以下结论:
1)多线程模式调节技术的实现
加氢系统中实现控制加氢流速在0-100 g/s,通过闭环控制调节阀开度,保证系统安全可靠运行。系统采用多线程工作模式,通过液氢泵供给高压储氢罐,后供给加氢机供氢,根据供氢压力、流速等级不同,选择最优控制算法模式,实现安全可靠加氢,满足加氢系统技术要求。
2)分布式控制技术的实现
加氢系统涉及多种加氢设备,如液氢泵、加氢机等关键设备,以先进性、稳定性、可靠性、适应性为目标,通过modbus TCP 网络通信协议,实现各系统设备通信总线连接,满足数据监测、设备控制等状态,进而使设备状态参数测量、远程控制及故障信息监测达到无人值守的功能。
3)多元化信息网络技术的实现
加氢系统支持多通信网络模式包括OPC DA、TCP/IP 及Modbus TCP 等,满足现代网络通信技术要求,加氢系统通过OPC DA、TCP/IP 协议,实现云平台的数据信息通讯互联及数据监测、数据记录及站点管理等功能。根据网络系统多元化发展,系统为后期加氢站构建信息网络体系、决策管理、提供数据支撑,极大的提高运营效率。
参考文献:
[1] 郁永章,高其烈,冯兴全,等.天然气汽车加气站设备与运行[M].北京:中国石化出版社,2006.
[2] 冯屹,杜建波,刘桂彬.燃料电池汽车氢存储及道路安全评估[J].上海汽车, 2007(9):6-8.
[3] 刘晨,王大全.无人值守调压站远程监控与安全防护系统[J].煤气与热力, 2007, 27(8): 1-3.
[4] 杨兴,王燕,鹿桂华,等.提高CNG加气子站取气率的方法探讨[J].内蒙古石油化工, 2007(5):75-76.
[5] 李瑞先.组态王软件在监控系统中的应用[J].电气传动自动化,2006, 28(5):49-51.
[6] 葛玻,沈文杰,赵旎.工控组态软件的对比及应用[J].计算机测量与控制, 2002,10(8):550-552.
[7] KATZE J. HMI software steady growth ahead[J].Control Engineering, 2007, 54(9):75-81.
[8] GE Fanuc unveils new Proficy HMI/SCADAiFIX with Fix desktop[J].Chemical Engineering World.2004, 39(8):56-59.
[9] 陈洁.现代PLC控制技术与发展[J].精密制造与自动化, 2004(4):48-49.
[10] 潘勇,高俊雄,王耘波.PLC的应用与发展[J].计算机与数字工程, 2007, 35(2):76-78.
[11] 孙振东.基于氢燃料电池汽车碰撞安全性的研究[J].北京汽车,2009, 2(2):27-29.
(本文来源于威廉希尔 官网app 杂志2023年2月期)


评论